Введение…………………………………………………………………………...3
1. Выбор универсальных средств измерения линейных размеров………….…4
2. Определение погрешностей измерительного прибора ……………………...6
Список использованной литературы ……………………………...…………...10
Введение
В нашей жизни в связи с развитием науки, техники, разработкой новых технологий, эталонов и средств измерений, измерения охватывают более современные физические величины, расширяются диапазоны измерений.
Постоянно растут требования к точности измерений. В таких условиях, чтобы разобраться с вопросами и проблемами измерений, метрологического обеспечения и обеспечения единства измерений, нужен единый научный и законодательный фундамент, обеспечивающий в практической деятельности высокое качество измерений, независимо от того, где и с какой целью они проводятся. Таким фундаментом является метрология.
Метрология - это наука о методах и средствах обеспечения измерений и способах достижения необходимой их точности. Главная цель метрологии – это получение информации о свойствах. Ни одно производство не может существовать без метрологии, так как она служит базой для него. Метрология тесно связана с такими дисциплинами как Сертификация и Стандартизация.
Стандартизация - деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Сертификация - форма осуществляемого органом по сертификации подтверждения соответствия объектов требованиям технических регламентов, положениям стандартов, сводов правил или условиям договоров. Под сертификацией подразумевается также процедура получения сертификата.
Выбор универсальных средств измерения линейных размеров
1. На чертеже детали указан диаметр сопряжения ![]()
2. По известному номинальному размеру и квалитету найдем опускаемые погрешности измерения размеров (ГОСТ 8.051 – 81)
- Отверстие

- Вал

3.Согласно РД 50-98-86 произведем упрощенный выбор конкретных измерительных средств:
- Отверстия -
 - 6б; 7а; 9a;
- 6б; 7а; 9a; - Вала -
 – 6в;
– 6в;
4. Установим наименование средств измерений:
Для измерения отверстия:
- 6а – Нутромеры индикаторные (НИ) при замене отчетного устройства измерительной головкой (ИГ) с ценой деления 0,001 или 0,002 мм1,4. При работе прибор находится в руках. Предельная погрешность -
 = 4,5 мкм.
= 4,5 мкм. - 7а – Нутромеры с ценой деления отсчетного устройства 0.001 и 0.002 мм. Предельная погрешность -
 = 6 мкм.
= 6 мкм. - 9а – Пневматические пробки с отсчетным прибором с ценой деления 1 мкм и 0.5 мкм с настройкой по установочным кольцам. Предельная погрешность -
 = 5 мкм.
= 5 мкм.
Для измерения вала:
- 6в – Микрометры рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на нуль по установочной мере и скобы рычажные (СР) с ценой деления 0,002 мм при настройке на нуль по концевым мерам длины при использовании на всем пределе измерения. Предельная погрешность -
 = 3 мкм.
= 3 мкм.
Вывод: Для измерения отверстия был выбран нутромер индикаторный с ценой деления 0,001 мм. Его наличие в измерительной лаборатории более вероятно, по сравнению с наличием универсального или инструментального микроскопа. Согласно литере а, при использовании прибор будет находиться в руках, а это значит, что отсутствует необходимость в стойке или дополнительной теплоизоляции от рук оператора, в отличие от нутромера микрометрического. В качестве средств установки будут использоваться концевые меры длины первого класса.
Средство измерения соответствует условию - ![]() .
.
Для измерения вала был выбран микрометр рычажный с ценой деления 0,001 мм при настройке на нуль по установочной мере. Это довольно простое в использовании и распространённое средство измерения, в отличие от индикаторных скоб и рычажных микрометров. Микрометр при работе будет находиться в стойке или обеспечивать надежную защиту от тепла рук оператора.
Средство измерения соответствует условию - ![]() .
.
Определение погрешностей измерительного прибора.
Вариант №17.
Результаты измерения, полученные образцовым прибором
1)Из полученного ряда показаний выбираем максимальное и минимальное значения с меньшей стороны:![]() = 3,3 мкм
= 3,3 мкм
![]() = 0,1 мкм
= 0,1 мкм
2) Определим длину интервала для меньшей:
![]() =
= ![]() =
= ![]() = 0,64
= 0,64
3) Определяем границы интервала для меньшей стороны:
- 0,1– 0,74 мкм
- 0,74 – 1,38 мкм
- 1,38 – 2,02 мкм
- 2,02 – 2,66 мкм
2,66 – 3,3 мкм
4) Из полученного ряда показаний выбираем максимальное и минимальное значения с большей стороны:
![]() =0 мкм
=0 мкм
![]() = 4 мкм
= 4 мкм
5) Определим длину интервала для большей стороны:
![]() =
= ![]() =
= ![]() = 0,8
= 0,8
6) Определяем границы интервала для большей стороны:
- 0 – 0,8 мкм
- 0,8 – 1,6 мкм
- 1,6 – 2,4 мкм
- 2,4 – 3,2 мкм
- 3,2 – 4,0 мкм
7)Полученные результаты занесем в таблицу и подсчитаем количество попаданий ![]() и
и ![]() в каждый интервал.
в каждый интервал.
|
Границы интервала, мкм |
Среднее значение интервала |
Частота |
Отклонение от среднего |
|||||||
|
|
|
|
|
|||||||
0,1 – 0,74 |
0,42 |
6 |
2,52 |
-1,216 |
8,872 |
||||||
0,74 – 1,38 |
1,06 |
11 |
11,66 |
-0,576 |
3,649 |
||||||
1,38 – 2,02 |
1,7 |
19 |
32,3 |
0,064 |
0,077 |
||||||
2,02 – 2,66 |
2,34 |
10 |
23,4 |
0,704 |
4,956 |
||||||
2,66 – 3,3 |
2,98 |
4 |
11,92 |
1,344 |
7,225 |
||||||
|
|
= 24,779 |
|||||||||
|
|||||||||||
|
Границы интервала, мкм |
Среднее значение интервала |
Частота |
Отклонение от среднего |
|||||||
|
|
|
|
|
|||||||
0 – 0,8 |
0,4 |
6 |
2,4 |
-1,496 |
13,428 |
||||||
0,8 – 1,6 |
1,2 |
11,5 |
13,8 |
-0,696 |
5,57 |
||||||
1,6 – 2,4 |
2 |
18,5 |
37 |
0,104 |
0,2 |
||||||
2,4 – 3,2 |
2,8 |
11 |
30,8 |
0,904 |
8,989 |
||||||
3,2 – 4,0 |
3,6 |
3 |
10,8 |
1,704 |
5,112 |
||||||
|
|
|
|||||||||
|
|||||||||||
Систематическая составляющая погрешности |
|
||||||||||
Среднее квадратическое отклонение |
|
||||||||||
Смещение |
С = | |
||||||||||
Интервал погрешности |
|
||||||||||
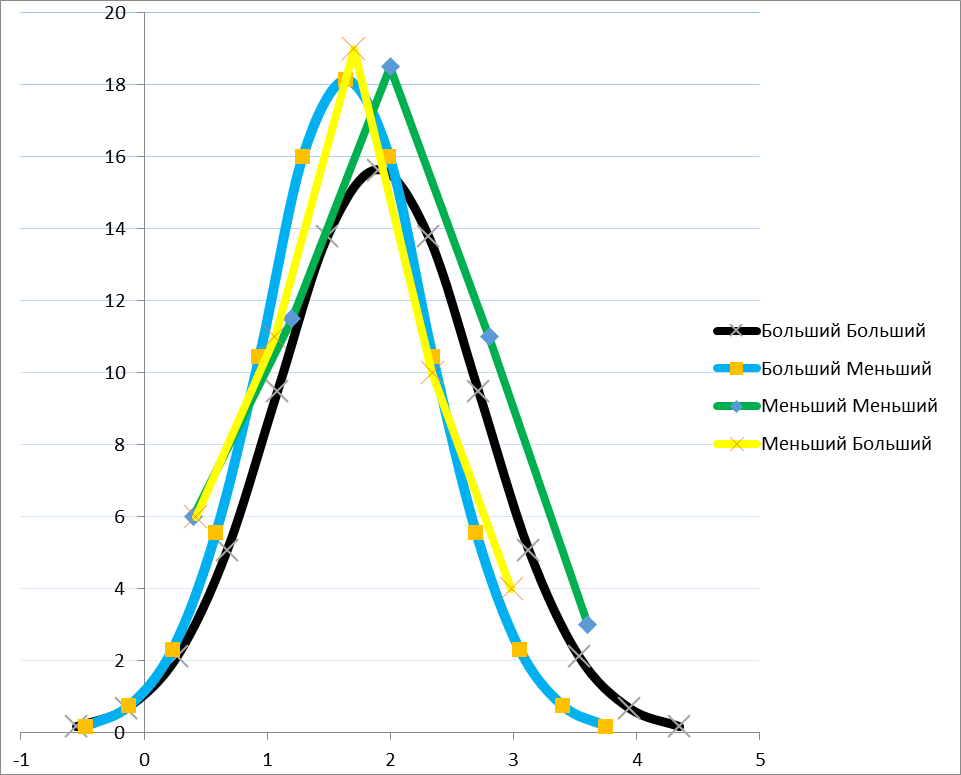
Таблица координат кривых нормального распределения
|
mмi = y |
|
|
0 |
18,1318 |
0 |
15,6431 |
|
16,0045 |
|
13,8078 |
|
10,45 |
|
9,4901 |
|
5,56 |
|
5,0784 |
|
2,32 |
|
2,1176 |
|
0,75 |
|
0,6862 |
|
0,18 |
|
0,1725 |
На основании данных таблиц построим графики кривых распределения.
Графики кривых распределения
Список использованной литературы
- С. И. Дмитриев, И.Г. Ершова. «Средства линейных измерений. Методические указания по выбору средств измерения линейных размеров» - Псков 2001 год.
- И.Г. Ершова, В.И. Магда. «Метрологическое обеспечение производства. Методические указания к лабораторным работам» - Псков 2007 год.
- https://gost.ru/portal/gost/home/about/historicalreference
- http://www.rosstandart.ru/sertifikat-gost-r.php